Các cụm trục quan trọng trên máy CNC
1.Truyền động trục chính
Nhờ sự phát triền nhanh chóng của các linh kiện vi điện tử, ngày nay phần lởn các động cơ điện xoay chiều được đưa vào sử dụng. Bất lợi của nó là điều khiển vòng quay phức tạp, có thể được bỏ qua do sự giảm giá thành khi điều khiển bằng điện tử.
Có hai dạng động cơ điện xoay chiều khác nhau, động cơ không đồng bộ vã động cơ đồng bộ. Chúng có các lợi thế cơ bản so với động cơ một chiều. Với kích thước như nhau chúng đạt được mômen quay cao hơn. Ngoài ra số vòng quay cao hơn tới ba lần và cơ bản là có thể đạt năng suất cao hơn. Các động cơ này làm việc không cần chổi than, không có cổ góp hoặc vòng mài vì vậy không cần bảo dưỡng.
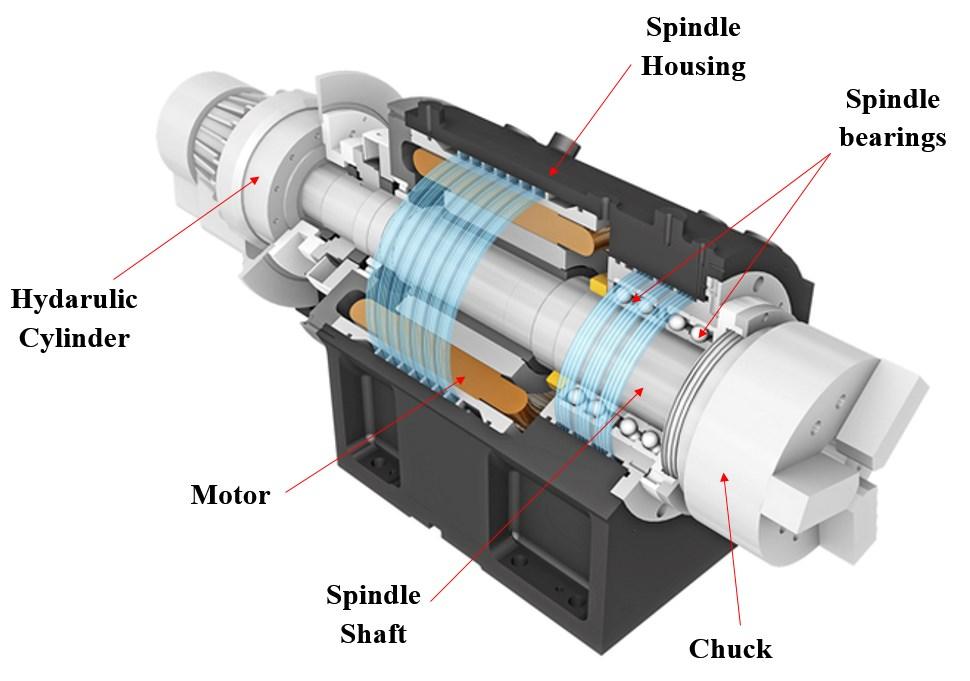
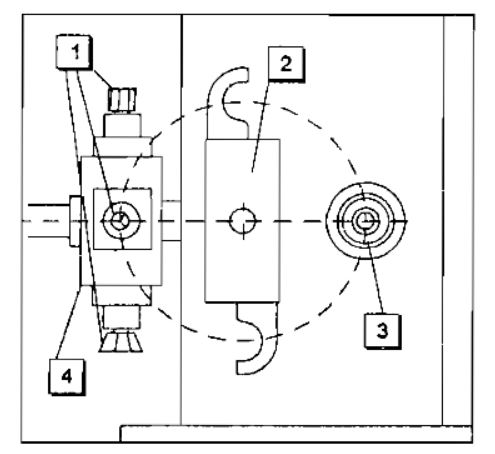
Trục chính máy CNC
Để đảm hảo khả năng thay đồi cao khi sử dụng đa dạng thiết bj cặp, đầu trục chính công tác được tiêu chuẩn hoá. Trên máy CNC, trục chính công tác, cũng như đối với nhiều chi tiết khác, có kích thước lớn, khoẻ hơn các máy công cụ thông thường do gia tốc rất cao (10 đến 40 m/s2) và năng suất cắt gọt lớn.
2.Thiết bị kẹp chi tiết gia công
Thiết bị kẹp chì tiết gia cõng nhằm giữ chính xác và đúng vị trí chi tiết gia công trên trục chính công tác khi tiện cũng như trên bàn máy khi phay. Việc kẹp phải đảm bảo chi tiết gia công chịu được lực gia công, tuyệt đối không có khe hở, đúng vị trí và chắc chắn. Có nhiều thiết bị kẹp chi tiết gia công.
Đối với gia công tiện, trong tương lai, việc lấy và đưa chi tiết gia công vào cần được thực hiện tự động nhờ robot nạp phôi. Trong gia công tiện, phần lớn người ta sử dụng các mâm cặp điều khiển được ờ nhiều dạng khác nhau. Các mâm cặp này được thiết kế đảm bảo điều khiển các chấu cặp tự động đóng – mở bằng khí lực hoặc thuỷ lực. Lực kẹp có thể điều chỉnh được. Tuỳ theo trọng lượng, vật liệu, tỷ lệ giữa chiều dài và đường kính, chiều sâu kẹp và các điều kiện cắt gọt mà lực kẹp được điều chỉnh lớn hay nhỏ hơn.
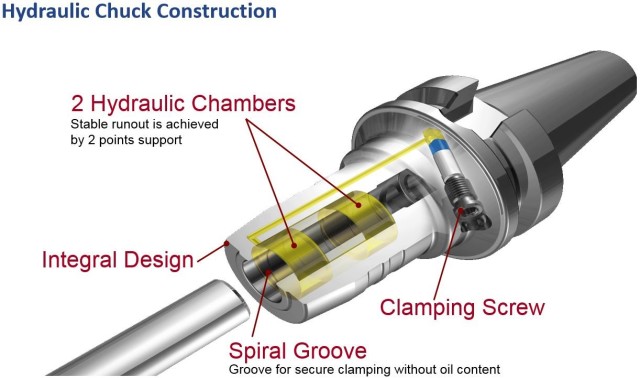
Đầu kẹp dao
Mâm cặp làm việc với sổ vòng quay cao sẽ có sự cân đối lực li tâm, do đó lực kẹp không giảm do lực li tâm đặt ngược lại. Việc cân đối lực li tâm này được thực hiện, ví dụ, nhờ tải trọng cân đối được nối với chầu kẹp qua một cánh tay đòn. Lực li tâm của tải trọng cân đối tác dụng ngược lại lực li tâm của chấu kẹp. Lực kẹp được giữ không đổi nhờ sự bù này. Đối với trường hợp làm việc giữa hai mũi tâm, người ta thường sử dụng .mâm tốc, tốc mặt đầu và mũi tâm xoay điều khiển được. Để kẹp các chi tiết nhỏ thường sử dụng hệ thống kẹp rút điều khiển được.
Trong gia công phay CNC chức năng chính của thiết bị kẹp chi tiết gia công là định vị đúng vị trí chi tiết gia công. Việc kẹp chi tiết gia công cần cho phép thay đổi chi tiết gia công nhanh, dễ làm, đúng và chính xác vị trí, lặp lại được. Đối với gia cõng phay đơn giản thì dùng êtô thủy lực điều khiển được là đủ. Đối với chi tiết gia công phay nhiều phía thì việc gia công đồng bộ yêu cầu càng ít lần kẹp càng tốt. Đối với chi tiết phay phức tạp cần chế tạo các đồ gá – kể cả với khả năng quay ngoặt tự động được – hoặc kết hợp từ hệ thống bộ đồ gá có sẵn, nhờ đó mà việc gia công đồng bộ được thực hiện mà không cần đổi kẹp. Việc sử dụng các palet gá chi tiết gia công ngày càng nhiều. Các palet này được công nhân lắp các’chi tiết sẽ được gia công tiếp theo ở ngoài không gian làm việc của máy phay, sẽ tự động vào đúng vị trí gia công.
- Thiết bị thay dao (dụng cụ cắt)
Máy công cụ CNC được trang bị thiết bị thay dao tự động và điều khiển được. Tuỳ thuộc vào dạng cấu tạo và phạm vi ứng dụng các thiết bị thay dao này có thể chứa đồng thời nhiều dao khác nhau. Dao được gọi ra từ chương trình NC và đưa vào vị trí khởi động và gia công. Thường có hai dạng cấu tạo sau:
- Đầu revolve chứa dao.
- Thiết bị thay dao.
Đầu revolve (xem hình 12) chù yếu được sử dụng trẽn máy tiện, còn thiết bị thay dao hay được dùng trên máy phay.
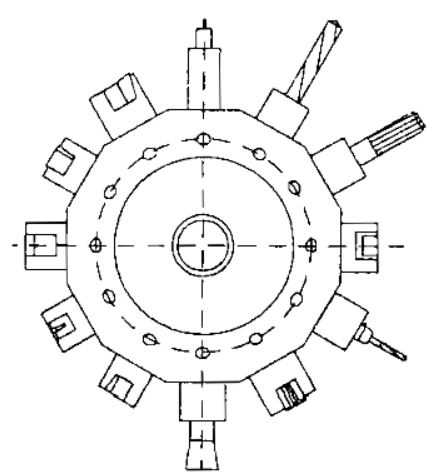
Ví dụ về đầu thay dao revolve
Nếu trong chương trình NC một dao mới được gọi, đầu revolve sẽ quay cho tới khi dao mong muốn nằm ờ vị tri làm việc. Việc thay dao tự động như vậy ngày nay chỉ diên ra trong một phần giây.
Tuỳ theo kiểu cấu tạo và độ lớn, đầu revolve cho máy tiện CNC có từ 8 tới 16 vị trí giữ dao. Đối với các trung tâm gia công tiện lớn cỏ tới 3 đầu revolve đồng thời được sử dụng. Nếu trên những trung tâm gia công như vậy cần nhiều hơn 48 dao người ta sử dụng các thiết bị thay dao có các kiều cấu tạo khác nhau, chúng có thể giữ tới 100 dao hoặc nhiều hơn. Có các loại thiết bị thay dao như loại dạng dài, loại dạng vòng, loại dạng đĩa, loại dạng xích (hình 13) và loại dạng hộp.
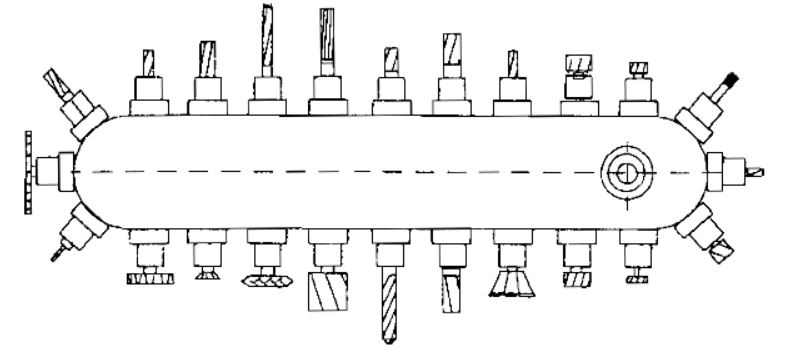 Ví dụ thiết bị thay dao dạng xích
Ví dụ thiết bị thay dao dạng xích
Trong thiết bị thay dao, việc thay dao được thực hiện với sự trợ giúp của một hệ thống cần gạt gọi là cần thay dao (hình 14). Việc thay đổi dao với sự giúp đỡ của cần gạt kép sau khi có một dao mới trong chương trình NC được gọi như sau:
- Định vị dao chinh mong muốn trong ổ dao vào vị trí thay dao.
- Đưa trục chính công tác về vị trí thay dao.
- Quay cần gạt dao về phía dao cũ trong trục chính và về phía dao mới trong ổ dao.
- Lấy dao trong trục chính và trong ổ dao, quay cần gạt dao.
- Đặt dao mới vào trục chinh công tác và dao cũ vào ổ chứa dao.
- Bẻ cần gạt về vị trí nghỉ.
Thời gian thay dao khoảng 6 tới 15 giây, bộ thay dao nhanh nhất hiện nay thay dao mất khoảng 1 giây.
Cơ cấu thay dao tự động
Nguồn: vietmachine.com.vn
![[Sản phẩm mới] DN Solutions ra mắt dòng DNM thế hệ thứ 4, nâng cao năng suất và độ tin cậy](http://file.hstatic.net/200000274045/article/20231026035945795_941ed66a4f1b4d80bac3c6194609bdf6_medium.jpg)




